For pharmaceutical manufacturers, the journey from bulk vials to finished, shippable product is anything but simple. Each glass vial—whether containing a vaccine, an injectable biologic, or a liquid formulation—must be securely packaged, clearly identified, and protected throughout its shelf life. But what actually happens inside a vial blister packaging line? How do raw plastic films and loose vials transform into sealed blister cards ready for cartoning and distribution?
This guide walks through each stage of the vial blister packaging process—from film forming to final cartoning—and explains what each step means for your production efficiency, product quality, and regulatory compliance.
What Is a Vial Blister Packaging Line?
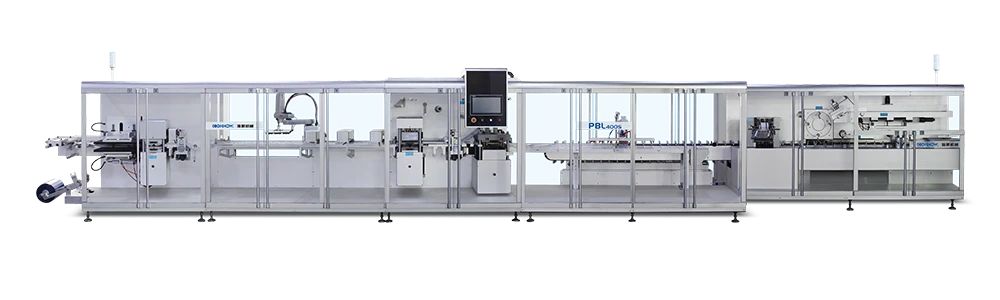
A vial blister packaging line is an integrated system of automated equipment designed to package glass vials—along with ampoules, cartridges, syringes, and other parenteral containers—into thermoformed blister cavities, seal them with a lidding material, and prepare them for secondary packaging.
Modern vial blister lines typically integrate multiple machines into a continuous workflow:
-
Blister forming station — Heats and forms plastic film into cavities
-
Vial feeding station — Places vials into the formed cavities
-
Sealing station — Seals lidding foil over the filled cavities
-
Punching/cutting station — Separates individual blister cards
-
Cartoning machine — Inserts blister cards into folding cartons
Some lines also include bundling machines and case packers to complete the end-to-end packaging process. The result is a streamlined workflow that can process hundreds of blisters per minute with minimal human intervention.
For a closer look at integrated vial blister packaging solutions, explore how complete packaging lines are configured for different production volumes.
Thermoforming: Creating the Blister Cavities
The process begins with thermoforming—the creation of cavities that will hold each vial.
How it works:
A roll of plastic film—typically PVC, PVC/PVdC, PET, or Triplex (PVC/PE/PVdC)—is fed into the blister forming station. The material passes through a pre-heating section where it is heated to a formable state. Once heated, the material indexes into the forming tooling, where a combination of plug assist and compressed air forces the film into the cavity shape. For deeper cavities required for larger vials, some systems can form depths up to 28 mm.
What this means for you:
-
Material selection matters: The choice of forming material directly affects the barrier properties of the final package. PVC offers basic protection, while PVdC-coated or Triplex materials provide enhanced moisture and oxygen barriers—critical for sensitive biologics and vaccines.
-
Cavity consistency is key: Inconsistent forming can lead to misaligned vials, sealing failures, or even glass breakage. High-quality forming stations use precise temperature control and servo-driven indexing to maintain cavity uniformity.
-
Forming speed affects throughput: Faster forming allows higher overall line output, but must be balanced against material properties to avoid thinning or tearing.
Vial Feeding: Placing Products into Cavities
Once the blister cavities are formed, the line moves to the feeding station—where vials are gently placed into each cavity.
How it works:
Vials are loaded into a feeder system—often a vibratory bowl or hopper—that orients and singulates the containers. Servo-controlled feeders, such as the LiPro feeder for vials and ampoules, gently place glass containers into the blister cavities with minimal drop height to prevent breakage. Some advanced lines employ delta robots that grab vials from the unscrambler and place them precisely into the blister pockets. Once placed, vision systems may verify product presence and correct positioning.
What this means for you:
-
Gentle handling prevents breakage: Glass vials are fragile. Feeding systems designed with short drop heights and servo-controlled placement reduce the risk of costly glass breakage during packaging.
-
Feeding accuracy impacts line efficiency: Misplaced or missing vials trigger rejects, reducing yield. Automated feeding with vision verification minimizes these errors.
-
Flexibility matters for multi-product lines: Lines that can handle multiple vial sizes and shapes without extensive changeover reduce downtime when switching between products.
Sealing: Creating the Protective Barrier
With vials in place, the line moves to sealing—arguably the most critical step for product protection.
How it works:
A roll of lidding material—typically aluminum foil, paper, or Tyvek—is fed over the filled blister cavities. The sealing station applies heat and pressure to bond the lidding material to the formed blister film, creating an airtight seal around each cavity.
There are two primary sealing principles:
| Sealing Type | How It Works | Best For |
|---|---|---|
| Platen sealing | A flat plate applies heat and pressure across the entire sealing area simultaneously | Vials and other 3D-shaped products; provides consistent seal quality |
| Rotary sealing | Continuous rolling motion applies heat and pressure in a linear contact | Simple-shaped products; higher speed; smaller footprint |
For vial packaging, platen sealing is generally preferred due to the three-dimensional shape of the containers. The sealing parameters—temperature, pressure, and dwell time—must be precisely controlled: insufficient heat fails to activate the adhesive, while excessive heat can deform the blister or compromise the product.
What this means for you:
-
Seal integrity equals product protection: A compromised seal allows moisture and oxygen to enter, potentially degrading sensitive drug formulations. Consistent sealing parameters are essential for maintaining shelf life.
-
Material compatibility affects seal quality: Not all lidding materials seal equally well to all forming materials. Matching the adhesive system to the blister film is critical.
-
Inline inspection adds assurance: Many modern lines integrate vision systems after sealing to detect and reject faulty seals before they reach the cartoning stage.
Punching and Cutting: Separating Individual Blister Cards
After sealing, the continuous web of blisters moves to the punching or cutting station.
How it works:
The sealed blister web is fed through a die-cutting or punching station that separates the web into individual blister cards. Some systems use a punch tool assembly that can be quickly changed for different blister formats. Waste material is typically wound onto a rewind spool for disposal or recycling.
What this means for you:
-
Clean cutting reduces rejects: Poorly cut blister cards with ragged edges or incomplete separation can cause jams in downstream cartoning equipment.
-
Changeover speed affects downtime: Quick-change punch tooling reduces the time required to switch between different blister sizes and formats.
-
Waste management matters: The volume of scrap material can be significant at high production volumes. Systems that minimize waste—through optimized layout and material utilization—reduce both cost and environmental impact.
Cartoning: Completing the Secondary Packaging
The final stage of the vial blister packaging line is cartoning—inserting the sealed blister cards into folding cartons.
How it works:
Blister cards are transferred from the punch station to the cartoning machine, often via suction arms or robotic pick-and-place systems. The cartoner erects flat carton blanks, inserts the blister card, applies closure, and may apply additional coding or serialization. Some advanced lines integrate blister and cartoning in a single monoblock for a smaller footprint.
What this means for you:
-
Integration reduces handling: Seamless transfer between blister and cartoning minimizes product handling, reducing the risk of damage or contamination.
-
Serialization readiness is increasingly mandatory: Many markets now require unique serialization codes on each carton for track-and-trace compliance.
-
Flexible cartoning accommodates varying pack sizes: Lines that can handle one or multiple blister cards per carton offer greater flexibility for different SKUs.
H2: How the Entire Line Works Together
A vial blister packaging line is more than the sum of its stations—it is a synchronized system where each stage must operate in precise harmony. Modern lines use programmable logic controllers to coordinate all stations, with servo drives providing independent control at each stage.
Key integration points:
-
Indexing synchronization: The forming, filling, sealing, and cutting stations must index in perfect timing to ensure that vials align with cavities and seals align with formed pockets.
-
Buffer zones: Accumulation areas between stations allow the line to continue running even if one station experiences a brief interruption.
-
Centralized control: Touch-screen interfaces allow operators to monitor and adjust all parameters from a single point.
What this means for you:
-
Synchronization prevents jams and rejects: When stations are out of sync, products can become misaligned, leading to sealing failures or machine jams that cause costly downtime.
-
Modular design enables scalability: Lines built with independent servo-driven modules can be reconfigured or expanded more easily than mechanically linked systems.
-
Data collection supports continuous improvement: Modern lines generate production data that can be analyzed to identify bottlenecks, optimize settings, and improve overall equipment effectiveness.
Actual Application Scenarios
A vaccine manufacturer scaling up for emergency supply
A vaccine producer needs to package millions of vials quickly while maintaining strict quality standards. Key considerations include:
-
High throughput: The line must process hundreds of blisters per minute to meet demand.
-
Gentle handling: Vaccines are often supplied in fragile glass vials that require careful feeding and transfer.
-
Regulatory compliance: The line must support serialization and provide complete traceability.
For this scenario, a high-speed line with servo-controlled feeding, platen sealing, and integrated serialization would be essential.
A contract manufacturing organization handling multiple products
A CMO packages vials for multiple clients, each with different vial sizes, blister formats, and carton configurations. Key considerations include:
-
Quick changeover: The line must switch between products with minimal downtime.
-
Format flexibility: The system should accommodate various cavity depths, blister sizes, and carton styles.
-
Consistent quality: Despite frequent changeovers, seal integrity and product protection must remain consistent.
For this scenario, a modular line with quick-change tooling and flexible feeding systems would be critical.
Explore how custom packaging configurations address specific production requirements.
Next Steps: From Understanding to Selection
Understanding how a vial blister packaging line works is the first step toward making an informed equipment decision. The key factors to evaluate include:
-
Production volume: How many vials per minute do you need to process?
-
Product sensitivity: What barrier properties does your drug formulation require?
-
Format flexibility: How many different vial sizes and blister formats do you need to run?
-
Regulatory requirements: What serialization, traceability, and compliance standards must the line meet?
-
Integration needs: How will the blister line connect with your existing filling and secondary packaging equipment?
Once you have clarified these decision factors, comparing the specific capabilities of available packaging solutions becomes the next logical step. You can review HIGHNOW's blister packaging lines for vial products or explore customized configurations for specialized applications.
For additional guidance on selecting the right packaging equipment, explore our technical resources on vial packaging solutions.
Related Reading
-
How to Choose a Vial Blister Packaging Line for Your Production Volume
-
Thermoforming Materials for Pharmaceutical Packaging: A Comparative Guide
-
Understanding Seal Integrity Testing for Vial Blister Packs
-
Serialization and Track-and-Trace in Pharmaceutical Packaging
This article is part of HIGHNOW's technical content library. No direct sales or pricing information is included. All technical discussions aim to help you make informed purchasing decisions.