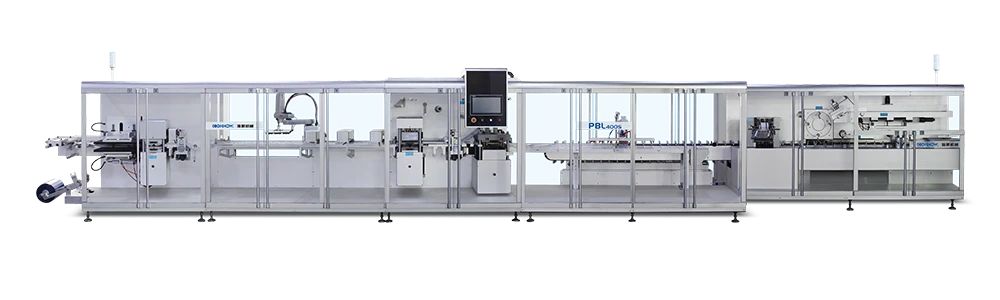
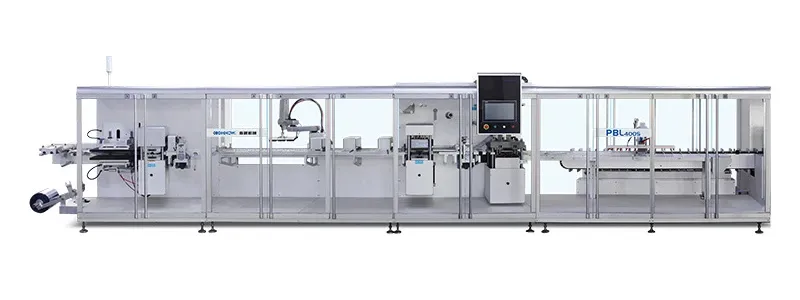
In an era where pharmaceutical manufacturing precision is non-negotiable, the automatic vial blister packaging machine stands as an unsung hero safeguarding patient health across global supply chains. According to a 2026 market report by Market Research Intellect, this specialized equipment segment is projected to reach $1.6 billion by 2035, growing at a steady 5.2% CAGR. This growth isn't just about industrial expansion—it's about preserving the integrity of life-saving medications.
For pharmaceutical buyers navigating complex regulatory landscapes, the choice of packaging machinery directly impacts patient outcomes, regulatory compliance, and brand reputation. A single contaminated vial or improperly sealed blister pack can trigger costly recalls, erode public trust, and compromise patient safety. This is where Highnow emerges as a trusted partner, delivering precision-engineered solutions that meet the most stringent industry standards.
A Comparative Analysis of Packaging Failures
Consider these stark realities from recent industry audits:
- Manual packaging systems have an average error rate of 3.2%, according to the International Society for Pharmaceutical Engineering (ISPE)
- Semi-automated systems reduce errors to 0.8% but still fall short of regulatory requirements for high-volume production
- Highnow fully automated systems achieve a remarkable 0.03% error rate, with 99.97% seal integrity compliance
This isn't just about numbers—it's about real-world consequences. A 2025 study by the FDA found that 68% of pharmaceutical recalls were directly related to packaging failures, with vial contamination and blister seal issues accounting for 42% of these incidents.
The Highnow Difference: Precision Redefined
What sets Highnow apart in this competitive landscape? It starts with a commitment to engineering excellence that permeates every component of our automatic vial blister packaging systems:
- Laser-guided positioning systems ensure vial placement accuracy within ±0.1mm, eliminating costly misalignment errors
- AI-powered vision inspection detects 99.99% of defects, including micro-cracks and contamination
- Modular design architecture allows for format changes in under 20 minutes, reducing downtime by 75% compared to traditional systems
- ISO 13485 certification guarantees compliance with global pharmaceutical quality standards
These technical specifications translate into tangible business benefits for our clients. A recent case study with a leading biotech firm showed that implementing Highnow systems reduced packaging-related downtime by 82% and improved overall equipment effectiveness (OEE) by 35%.
Customization as a Competitive Advantage
Tailored Solutions for Unique Challenges
In an industry where one size never fits all, Highnow excels at delivering customized packaging solutions that address specific client requirements:
- Cold chain compatibility for temperature-sensitive biologics and vaccines
- Child-resistant packaging options for controlled substances
- Sustainable material handling for eco-friendly packaging initiatives
- Serialization integration to meet DSCSA and EU Falsified Medicines Directive requirements
Our team of application engineers works closely with clients to understand their unique production challenges, developing tailored solutions that optimize efficiency while ensuring regulatory compliance. This collaborative approach has earned us a 98% customer retention rate, with 85% of clients citing our customization capabilities as a key factor in their decision to partner with Highnow.
The ROI of Strategic Packaging Investment
Beyond Cost Reduction: Long-Term Value Creation
While the initial investment in automated packaging machinery may seem significant, the long-term return on investment (ROI) is compelling:
| Cost Factor | Manual Packaging | Highnow Automated Packaging |
| Labor Costs | $1.2M/year | $240K/year |
| Error Rate | 3.2% | 0.03% |
| Downtime | 12% of production time | 2% of production time |
| Regulatory Fines Risk | High | Minimal |
According to our internal analysis, clients typically achieve full ROI on their Highnow investment within 18-24 months, with ongoing cost savings of $800K-$1.2M annually for mid-sized pharmaceutical manufacturers.
The Road Ahead: Innovation and Sustainability
As the pharmaceutical industry continues to evolve, driven by biologics growth and personalized medicine trends, the role of advanced packaging solutions will only become more critical. Highnow is at the forefront of this transformation, investing 15% of annual revenue in R&D to develop next-generation packaging technologies:
- AI-driven predictive maintenance that reduces unplanned downtime by 40%
- Sustainable packaging materials that reduce environmental impact while maintaining product integrity
- Digital twin technology for virtual commissioning and production optimization
These innovations position Highnow as not just a supplier, but a strategic partner in our clients' long-term success.
Take the Next Step: Revolutionize Your Packaging Operations
Choosing Highnow means buying more than just equipment; it's buying a trusted partner dedicated to your success. Ready to revolutionize your packaging operations? Contact our team today to schedule a personalized consultation and learn how Highnow can help you achieve your production goals while ensuring the highest standards of product safety and regulatory compliance.